Friction Welding is Revolutionary for Many
Do you have the courage? I ask because friction welding often entails technical changes in operations and cultural changes for company staff. Friction welding seems to be one of the industry’s best-kept secrets even though it has been used in mainstream manufacturing for over 50 years in the U.S. Many brand-named companies rely on it. Caterpillar, Inc. is a major user of the technology across a multitude of its part families. In fact, Caterpillar was a key force in moving friction welding out of the realm of research into U.S. manufacturing some 50+ years ago.
At the beginning of a new inquiry, we see that one staff member can really catch on to this idea, and want to implement friction welding as a new process within a company. A manufacturing engineer may see the possibility of leaner production. Design engineers like the strength and diversity of joining options. Purchasing managers catch on quickly to the cost and logistical advantages. The thing is, no matter if it is someone from manufacturing, design, or purchasing; the person starting needs to enlist the other two departments in moving it forward. Then they need to form a team to present the idea to company leadership. Many find it worthwhile. This is an idea that can save a company time and material resulting in higher production capacity with existing equipment.
Before your chest tightens and breath grows short, relax. Let’s review some basics of feasibility to see if a change is worth pursuing. These three figures use our most common configuration of shaft joined to disc to illustrate our review process. They are based on proportions. Machine assignments are made based on actual part dimensions. These can run from 1/6” diameter to over 4” on solid diameters and to over 8” for tube diameter. Lengths vary in capability from 1/2” to 14 ft. A detailed overview dimensional sizing is available here.
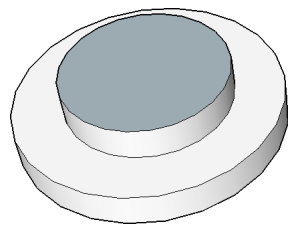
Short Length, Minimal Diameter Contrast
In this situation, there is little material to remove from a full-diameter, single piece of bar stock. Feasibility for improvement by friction welding is low.
Minimum Suggestions: High production volume with expensive material or bi-metal combinations.
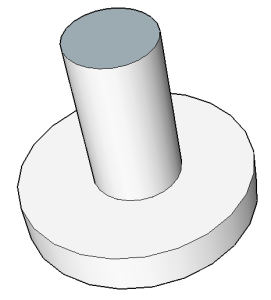
Moderate Length, Moderate Diameter Contrast
In this situation with increasing length and diameter contrast, friction welding becomes more feasible for a wide range of materials and lot sizes.
Minimum Suggestions: Modest lot sizes and up (50 pieces or so), basic material.
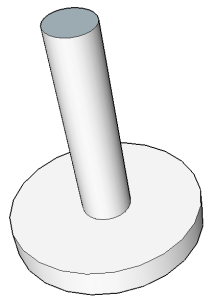
Long Length, Strong Diameter Contrast
This configuration will offer benefits with almost any material combination or lot size.
Minimum Suggestions: Small lot sizes and up (20 pieces or so), basic material.
The variables are interrelated. Increase the expense of material, and the value of material saved will allow for smaller lot sizes. On expensive alloys, we sometimes see lots sizes as small as five pieces.
In all cases, the economic benefit can be increased with parts that use more expensive or bi-metal combinations. Add in higher volume with larger lot sizes to get the maximum benefit. Do you have parts made from bar stock of moderate to long length? Joining two sub-components of unique shapes into a complex piece is also a great area for friction welding. If you are thinking about a part that might benefit, let’s talk about it.