Linear Friction Welding - LFW is a solid-state joining process with a very narrow heat-affected zone that does not use filler metal. It is a high-speed fusion welding technique commonly used in automotive industry manufacturing processes as well as many other industries.
How Does Linear Friction Welding Technology Work? Well, there, glad you asked! Do you remember how we explained rotary friction welding? The two methods are quite similar to each other.
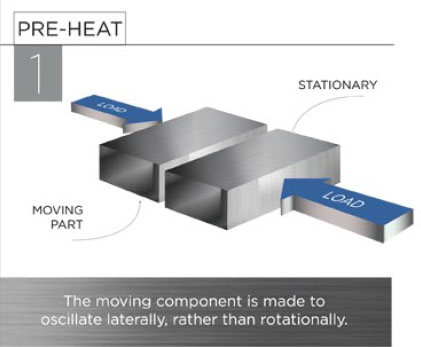
Friction welding, in general, is based on moving one part against the stationary surface of another under pressure. That action creates friction and generates heat. Once the material is heated to a plastic state, motion stops, and forge pressure is applied to the two pieces until they fuse together in a solid-state joint.
Linear Friction Welding uses an oscillating motion to move one part back and forth in a line against the other. In a line, get it? Linear motion! Are you wondering what difference that makes and which method is better? Powerful, scientific minds have worked to explore this for decades. Now the rest of us can reap the benefits.
Part Orientation is always controlled with the linear friction welding technique. At the end of the weld cycle, the combined assembly is returned to the exact neutral, zero pressure position at which the sub-components started. This means that if features must be located in relation to one another, the features can be machined on the sub-components before weld instead of adding them to the larger assembly after welding.
Linear motion produces an even, simultaneous resistance across the full surface of the weld interface. This creates a uniform heat across the material so that the entire surface instantly reaches the same temperature.
On the other hand, rotary produces an uneven heat, because the rotating surface perimeter has higher friction speed than at the center. This can be addressed by preparing the weld surface with milling operations beforehand. The result is very good, but there are extra operations on another machine. The heat-affected zones are built more gradually in comparison to the instant heat generated with linear.
Linear part length on the machines that we use is unlimited. It is just a matter of what fits your trucking, facility, and equipment. An unlimited length is achieved with a pass-through design. In fact, this machine type is excellent at welding train track rails in a continuous fashion at the trackbed. Rotary part length is limited by the chuck holding capacity and dimension of the tailstock clamping area.
The better method is... the one that fits your part best, and can bond the two pieces with the greatest efficiency.
Sometimes there is an industry tradition that dictates the method until... technology leaders like you build consensus at your company to approve test-based product improvement changes.
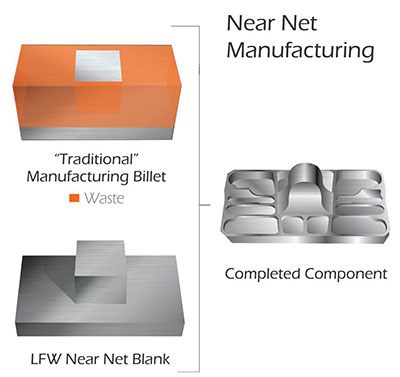
Join Complex Near-Net Shapes




Linear Design Diversity
Attach Several or Dozens of Features to a central body Simultaneously
Can you attach a collection of brackets and ports to a central tube or cubic shape in one instantaneous action, or do you have to attach them sequentially?

Unlimited Lengths for Full Strength Bar and Tube
Breakaway from Mill-Length constraints.
What if the only limit to your product length was the size of the truck you load it onto?
![]()
40-foot long special alloy bar (before flash removal)
Combine Dissimilar Metals
Does your company have the means to do this efficiently with consistent quality?

Solid splined ends bonded to hollow tube shaft.
Combine Complex Shapes
Do you have a method to combine them with full, solid-state joint strength?

Castings before joining by linear friction welding
Linear Friction Welding Benefits
Would a repeatable, high speed, CNC based joining process with a recordable history improve quality and efficiency at your company? Imagine a Cycle Time of a few seconds for solid-state fusion welding of metals in similar or dissimilar materials with narrow heat-affected zones.
And It Is Strong!
Linear Friction Welded joints equal or exceed the strength of parent materials. The joint is non-porous, leak-proof, and fully machinable like solid billet.

Bend Test Sample Cross Section
How much easier would the elimination of fluxes, gasses, porosity, and slag inclusions make your work life?
What if Joint Preparation was made easier by using saw cut or sheared surfaces instead of milling or turning first?

Joint Made Using Saw Cut Tube
Industries Served
- Aerospace
- Agricultural
- Automotive
- Gears
- Heavy Equipment
- Hydraulic Cylinders (agricultural and construction)
- Industrial Equipment and Machinery
- Mining
- Oil and Gas
- Power Generation
- Pumps (food processing, pharma, chemical, and fuels)
- Railroad
- Rollers
- Transportation
- Trucks (class 8)
Linear Friction Applications
Precise Alignment and Position
How much expense and effort goes into setting up sub-components at your company?

Join multiple sub-components in one setup and one fusion cycle
Additive Shape Creation Process
Sometimes you need to start with a near-net-shape before final machining. Can building it up from properly sized material instead of cutting it down from oversize material save you time and money? What if the built-up near-net-shape is solidly fused and can be machined like a forging or solid billet?
Forge Quality Joints
Who joins round or asymmetrical, odd shapes in complex geometry?
And does it with forge quality strength that far exceeds the capabilities of traditional welding?

Now you know, AFW is your source.