Pressure Requirements
Friction welding is a high-pressure business. Once we heat the materials with applied friction, they are fused together by pressing them end-to-end. It is in effect an upset forging because a condition of plastic state forming takes place.
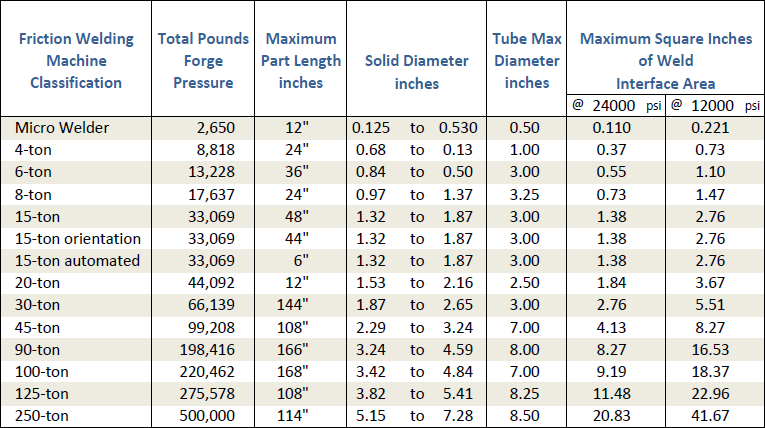
The weld interface must receive 12,000 to 24,000 Pounds Per Square Inch (PSI) depending on material selection. Harder alloys require more pressure. Softer metals require less.
The final pressure used in a weld parameter is developed during the prototype phase of a new project when parts are prepared for manufacturer approval.
American Friction Welding, Inc. operates 13 friction welding machines. They are categorized by their maximum total pressure. Parts are assigned to machines based primarily on the size of the weld interface. Larger interfaces need more pressure. The smallest here is our micro-welder with 2,650 pounds total pressure to our largest at 250 tons (500,000 pounds).
Workholding Capability
After the weld interface area is determined, diameter and length must be considered.
The smallest diameter for our company is 0.125” on our micro-welder. The largest solid diameter is 7.28” on the 250-ton machine.
Tubes can be held up to 8.5” diameter in the stationary tail clamp. The largest rotating chuck jaw can hold pieces up to 30” diameter.
Length is limited to by the tail clamp length and the size of work-holding fixtures necessary for your part. Special tooling can be made for holding extended pieces on “open-end machines”. The 30-ton and 90-ton could handle assemblies up to 20 feet in total length if tooled for unique parts.
Friction Welding is accomplished using machines that are about as big as a school bus, and now we add our 14th machine, the 250-ton at about the size of a train car.
Are you ready to discuss project feasibility with our experts?
- Walk through a quick review
- Learn if others have done a similar project
- Find out if design adaptations are necessary
Material Configuration
Photographs on this website are not to scale, but they do show many possible configurations available in our friction welding shop for any size range.
The primary feature to note is that the pieces must meet at a flat weld interface. Both meeting (faying) surfaces must be perpendicular to the longitudinal application of pressure.
Pieces can meet as a tube-to-tube, as tube-to-solid, or as solid-to-solid. In many shaft designs that exceed our solid diameter limitation, the weld interface is bored at the center to reduce the surface area.
The immense strength of fused metal circles found in bored out interfaces, results in pieces that exceed the strength of earlier solid designs that used other means of metal joining.
Part Sizing Guidelines Based On Machine Capacity
- All sizing guidelines are controlled by the total surface area of the weld interface.
- Tube diameter is, therefore, a function of work-holding size limits and the weld interface surface area.
- Solid shaft diameters in many case can be successfully increased by modifying the weld end with a center-bore pocket. This will reduce the weld interface area and maintain shaft strength.